English
English  русский
русский  Español
Español  عربى
عربى 



 Просмотреть больше >>
Просмотреть больше >> Просмотреть больше >>
Просмотреть больше >> Просмотреть больше >>
Просмотреть больше >> Просмотреть больше >>
Просмотреть больше >> Просмотреть больше >>
Просмотреть больше >> Просмотреть больше >>
Просмотреть больше >> Просмотреть больше >>
Просмотреть больше >> Просмотреть больше >>
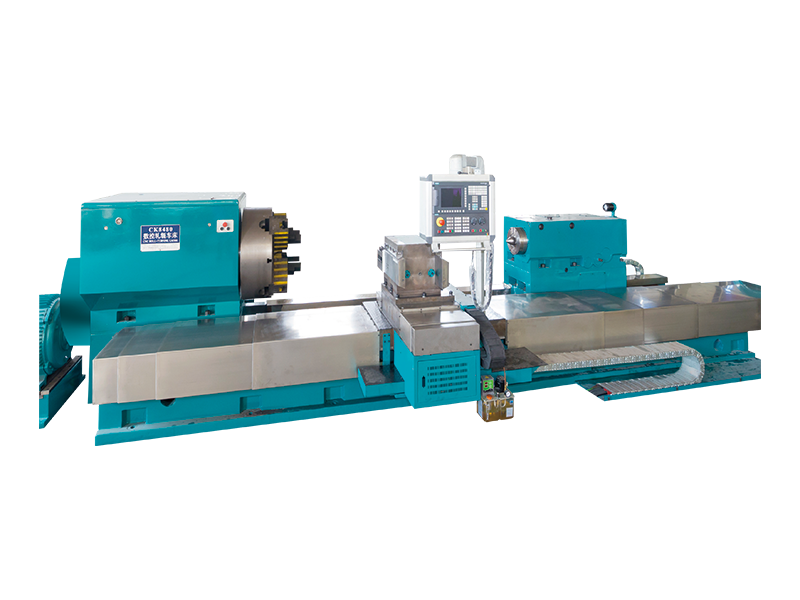
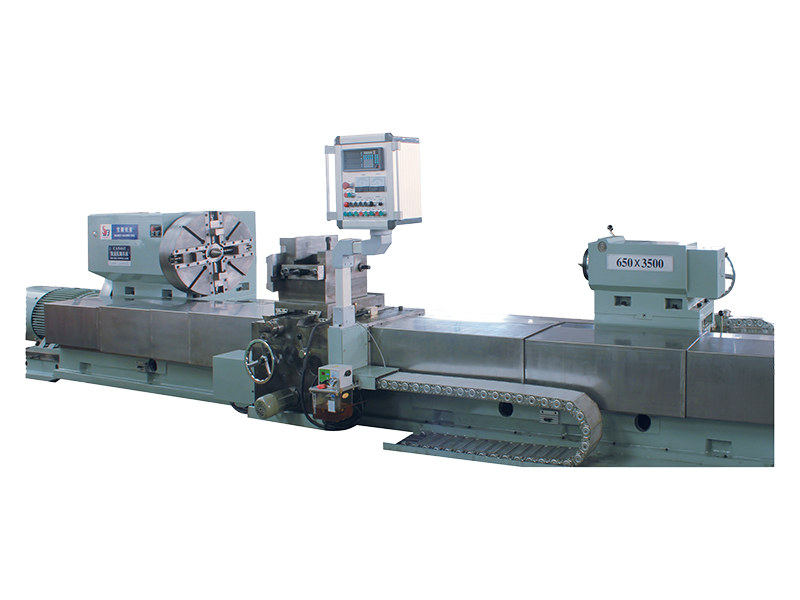
Просмотреть больше >>Компания Jiangsu Dingshun Heavy Duty Machine Tool Co., Ltd. (Nantong Baoshun Machinery Co., Ltd.) была основана в 2002 году. Это предприятие на протяжении длительного времени занимается поставками станочного оборудования для металлургической промышленности и сталелитейных предприятий. Тяжелый токарный станок с ЧПУ для обработки колец валков с высоким крутящим моментом и прецизионным производством CK620 Компания в Китае. Компания имеет глубокие познания и богатый опыт в области специализированного станочного оборудования и является поставщиком решений для сталелитейных предприятий. Она также является квалифицированным поставщиком для Шанхайского научно-исследовательского института 704 Китайской корпорации судостроительной промышленности, выполняя важные научно-исследовательские проекты, такие как датчики крутящего момента и другие профессиональные компоненты. Компания специализируется на производстве станков для обработки серповидных канавок с ЧПУ серии XK500, вальцетокарных станков с ЧПУ серии CK84, вальцетокарных станков с цифровым дисплеем серии CA84, кольцевых токарных станков с ЧПУ CK450, токарно-фрезерных станков с ЧПУ для обработки композитных материалов CXK9550, токарно-фрезерных станков с ЧПУ с ЧПУ CXK9580 с шаблонным листом, станка для ремонта алмазных шлифовальных кругов с ЧПУ DK060, вертикального кольцевого шлифовального станка с ЧПУ MK630, вальцешлифовального станка с ЧПУ MK001-5, шлифовального станка с ЧПУ ZKM150, прецизионного универсального шлифовального станка ZWM150 и другой сопутствующей продукции. Мы Тяжелый токарный станок с ЧПУ для обработки колец валков с высоким крутящим моментом и прецизионным производством CK620 Поставщики.
Компания располагает большим парком оборудования, предоставленного отечественными и зарубежными брендами, что гарантирует качество производимых станков и своевременную доставку. На протяжении многих лет, благодаря мощному техническому потенциалу, продуманной продукции и комплексной системе обслуживания, наша продукция продается крупным сталелитейным компаниям по всей стране и за рубежом. Положительный отклик наших клиентов был достигнут благодаря получению нами многочисленных национальных патентов и независимых прав интеллектуальной собственности. Наша компания стала известным брендом в отечественной сталелитейной промышленности и проектно-конструкторских институтах металлургии, специализирующихся на валковом станкостроении.
Компания будет в полной мере использовать свои преимущества, придерживаясь цели «технологические инновации, служение рынку, честное отношение к людям и стремление к качеству» и корпоративной философии, согласно которой продукция – это лицо компании. Компания будет постоянно внедрять инновации в области технологий, оборудования, обслуживания и методов управления, чтобы продолжать разрабатывать больше продукции для металлургической отрасли, отвечающей будущим потребностям развития и способствующей развитию сталелитейной промышленности Китая. Тяжелый токарный станок с ЧПУ для обработки колец валков с высоким крутящим моментом и прецизионным производством CK620 Обычай. В то же время мы также будем полагаться на собственные технологические и финансовые возможности, чтобы активно участвовать в научно-исследовательском сотрудничестве между промышленностью и университетами с отечественными и зарубежными коллегами, университетами, научно-исследовательскими институтами и другими исследовательскими проектами.
1.1 Основные параметры спецификации
|
Диаметр поворота над станиной станка |
мм |
800 |
|
Диаметр поворота над задней пластиной |
мм |
620 |
|
Максимальная длина обработки (расстояние между двумя центрами) |
мм |
1000 |
|
Максимальный вес заготовки |
кг |
3000 |
|
Угол станины станка |
Градус |
45 |
1.2 Шпиндель и привод
|
Отверстие шпинделя |
мм |
120 |
|
Диаметр передней опоры шпинделя |
мм |
180 |
|
Серия скорости шпинделя |
|
Без уровня |
|
Диапазоны скоростей шпинделя |
об/мин |
2-400 |
|
Мощность главного двигателя (непрерывная) |
кВт |
22 |
|
Непрерывный крутящий момент шпинделя |
Н.м. |
2500 |
|
Стандарт конца шпинделя |
|
A211 |
|
Автоматическая гидравлическая затяжная муфта |
|
Соответствие роликового кольца |
1.3 Привод подачи
|
Расстояние перемещения задней пластины по оси Z (продольное) |
мм |
1000 |
|
Движение задней пластины по оси X (горизонтальное) |
мм |
410 |
|
Быстрая скорость перемещения Z/X |
мм/мин |
8000 |
|
Диапазон скорости подачи z/x |
мм/мин |
0,001-2000 |
|
Крутящий момент двигателя привода Z/X |
Н.м. |
27/27 |
|
Максимальное усилие подачи Z/X |
Не |
20000 |
|
Минимальный блок настройки/разрешение |
мм |
0.001 |
1.4 Габаритные размеры и вес станков
|
Внешний вид станка Размер (длина * ширина * высота) |
мм |
4725 × 2175 × 2365 |
|
Вес |
t |
Около 8 т |
2. Точность станка
2.1 Точность обработки (стандартный образец)
|
Округлость внешнего круга чистовой обработки |
мм |
0.005 |
|
Шероховатость поверхности внешнего круга чистовой обработки |
|
RA0.8 |
|
Цилиндричность внешнего круга чистовой обработки |
мм |
0,02/300 |
|
Перпендикулярность внешнего круга чистового конца |
мм |
0,01/100 |
2.2 Основная геометрическая точность станка
|
Периодическое осевое движение шпинделя |
мм |
0.005 |
|
Радиальное биение отверстия шпинделя |
мм |
Ближний конец 0,015, дальний конец 0,020 |
|
Точность повторного позиционирования револьверной головки |
MM |
0.005 |